

Основное производство ПШС на заводе «Автоматизированные модульные системы» компактно сосредоточено на площади менее 7500 м2, что, однако, позволяет предприятию производить ежегодно до 30 тысяч тонн продукции. Разработаны и поэтапно реализуются планы реконструкции действующего производства и создания новых мощностей, которые позволят увеличить объем выпускаемой продукции и расширить перечень предоставляемых услуг.
Высокое качество шпунтовых панелей, хорошая собираемость шпунтовой стены при монтаже обеспечиваются современным уровнем технологического оснащения предприятия. В производственном процессе изготовления продукции завода используется оборудование производства ведущих зарубежных и российских фирм. За последний год станочный парк завода металлоконструкций «Автоматизированные модульные системы» пополнился высокопроизводительной машиной плазменной резки универсальным многофункциональным гидравлическим прессом, высокопроизводительным сварочным оборудованием. Сборочно-сварочное производство оснащено универсальными быстро переналаживаемыми сборочными приспособлениями и соответствующей оснасткой. Использование высокоэффективных сварочных тракторов, обеспечивает качественную автоматическую сварку металлоконструкций.
На предприятии трудится команда профессионалов из 250 специалистов, объединенных общей целью. Высокая культура производства и квалификация персонала, применение современных технологий и высокопроизводительного оборудования, индивидуальный подход к потребителю, позволяют создавать качественный продукт, отвечающий современным российским и международным стандартам. Сочетание инноваций и технического прогресса с высочайшим качеством продукции и точным соблюдением норм на каждом этапе производства - залог успешной работы компании на российском рынке.
Запатентованные конструкции ПШС (включая уникальные замковые соединения) имеют ряд технических преимуществ по сравнению с российскими и зарубежными аналогами, обладая при этом более низкой ценой.
В качестве дополнительных услуг завод металлоконструкций «Автоматизированные модульные системы» может предложить:
- - изготовление фасонных (угловых) панелей, обеспечивающих поворот шпунтовой стены под заданным углом;
- изготовление шпунтовых панелей с дренажными отверстиями;
- изготовление наголовников для забивки ПШС молотами с учетом имеющегося у заказчика сваебойного оборудования;
- антикоррозийную защиту металлоконструкций с применением современных высококачественных покрытий от ведущих российских и зарубежных производителей («Jotamastic», «Marathon», от JOTUN; «Interzone» от AKZONOBEL; «Hempadur» от HEMPEL; «Базалит-М» от ЗАО «Базальтопластик» и других);
- изготовление и поставку анкерного оборудования (анкерные тяги в комплекте с муфтами, гайками, подкладками; элементы распределительного пояса и т.п.). Анкерные тяги изготавливаются на станках с ЧПУ, обеспечивающих высокое качество готовой продукции и ее гарантированную собираемость на монтажной площадке;
- отправку готовой продукции автомобильным и железнодорожным транспортом в любую точку России.
Созданием и освоением панельного шпунта решена задача получения простых и технологичных в строительстве конструкций, обеспечивающих минимальную металлоёмкость стен требуемой несущей способности. Панельный шпунт не требует использования новых приемов производства работ по его погружению в грунтовое основание. Он заметно упрощает и ускоряет работы за счет устранения на строительной площадке операций стыковки профилей и предварительной сборки пакетов шпунтин, как это часто требуется при работе с обычным шпунтом корытного сечения. Также исключается наклон (веерность) шпунтовых элементов в плоскости шпунтовой стенки. Преимущества же пакетного погружения шпунта у панелей ПШС сохранены в полной мере, количество замковых соединений на единицу длины стены из панелей ПШС в 2-3 раза меньше, чем у стен из горячекатаного шпунта шириной 400-600 мм.
1. ПРОФИЛЬ ШПУНТОВЫЙ СВАРНОЙ ПАНЕЛЬНЫЙ - ПШС
1.1 Назначение и область применения панелей ПШС
Сортаментный ряд панелей ПШС содержит 125 типоразмеров и состоят из одно, двух и трех ячеистых профилей волнообразного сечения, позволяющий конструировать стены с удельным моментом сопротивления от 600 до 9990 см3/м. Расчетная ширина панелей от 500 до 1800 мм. Удельный расход стали на стены из панелей ПШС изменяется от 94 кг/м2 при W = 600 см3/м и до 320 кг/м2 при W = 9990 см3/м. Тем самым было увеличено количество вариантов конструкций волнообразных профилей и расширены возможности выбора при проектировании гидротехнических сооружений.
Применение панелей ПШС дает возможность получить эффективные технические решения:
- конструкций причальных сооружений в морских и речных портах;
- стен шлюзов и сухих доков;
- берегозащитных стен и струенаправляющих дамб на реках и водоемах;
- ограждений искусственных островов при строительстве русловых опор мостов;
- станций метрополитенов возводимых открытым способом.
1.2 Конструкция и технические показатели панелей ПШС
Конструкция панелей разрабатывалась в начале 1996 г. в Центральном Институте Транспортного Строительства (ЦНИИСе). Авторы идеи ПШС к.т.н. Лосев Л.Н., к.т.н. Егий В.П. и инженер Парышев Н.В. На основе опыта производства и применения панелей с учетом замечаний проектных и строительных организаций авторы идеи разработали новую методику расчета несущей способности профилей под воздействием односторонней поперечной распределенной нагрузки, что позволило миминизировать металлоемкость панелей ПШС при максимальной несущей способности и исключить риски разрушения изделий при погружении и при эксплуатации. Важно отметить, что принятые пропорции размеров сечения в конструкции каждого включенного в сортамент профиля обеспечивают, во-первых, требуемые показатели прочности шпунтовой стены и жесткости элементов профилей, а во-вторых, минимальную удельную металлоемкость стены по сравнению со стенами иных конфигураций сечения, возможных при данной ширине ячейки.
Кроме рядовых панелей могут быть изготовлены угловые панели ПШСу для заданного угла поворота стены, а также панели для криволинейных в плане участков стен. Выполняются также индивидуальные решения заказчика в части конструкций панелей со стенками и полками переменной толщины. В комплекте с лицевыми и угловыми панелями могут быть поставлены также анкерные панели, анкерные тяги, соединительные муфты и другие элементы анкерного оборудования.
По требованию заказчика на профили наносится защитное лакокрасочное покрытие, характеристики которого и способ нанесения определяются проектной документацией по согласованию с изготовителем. При экономическом обосновании или желании заказчика вместо нанесения антикоррозийного лакокрасочного покрытия допускается увеличивать толщину несущих расчетных элементов на 2 мм.
По желанию проектной организации или заказчика разработчики ТУ могут запроектировать профили ПШС одно ячеистые, двух ячеистые, и трех ячеистые, ПШСД и ПШСП с заданным моментом сопротивления Wo минимальной удельной металлоемкостью и требуемыми параметрами - расчетной шириной Вр и толщиной стенки tw.
Форма поперечных сечений ПШС представлена на рисунках 1а - 3.
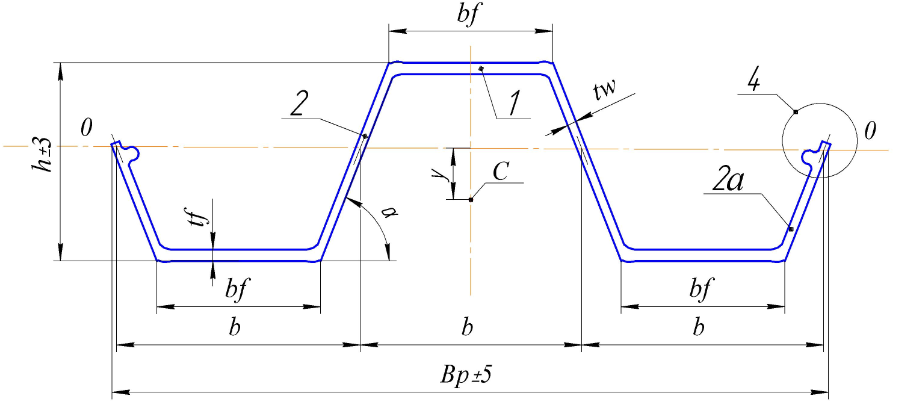
Рис.1 Схема поперечного сечения трехячеистых профилей ПШСк
1-полка, 2-стенка, 2а-полустенка, 4-замок-кулачок, tw-толщина стенки, tf-толщина полки, hp-высота профиля, b-шаг ячейки, bf-ширина полки, α-угол наклона стенки профиля к оси «0-0», Bp-расчетная ширина панели, с-центр тяжести сечения, yс-координата центра тяжести сечения, «0-0»-ось шпунтовой стены
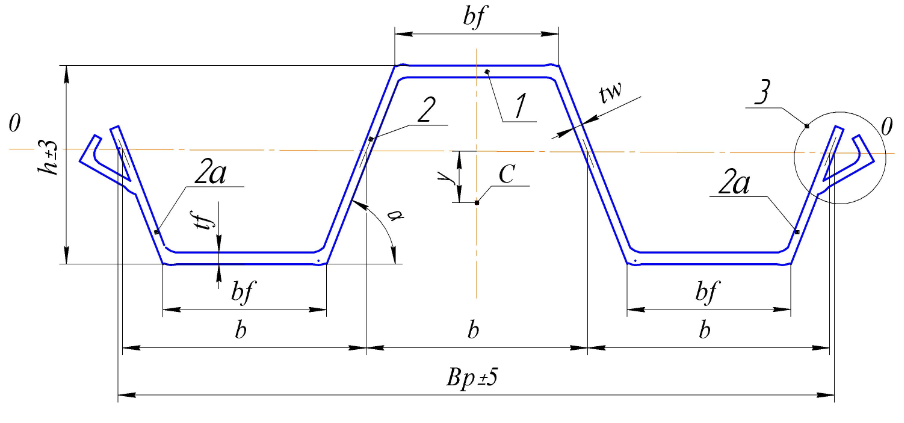
Рис.1а Схема поперечного сечения трехячеистых профилей ПШСо
1-полка, 2-стенка, 2а-полустенка, 3-замок-обойма, tw-толщина стенки, tf-толщина полки, hp-высота профиля, b-шаг ячейки, bf-ширина полки,α-угол наклона стенки профиля к оси «0-0», Bp-расчетная ширина панели,с-центр тяжести сечения, yс-координата центра тяжести сечения, «0-0»-ось шпунтовой стены
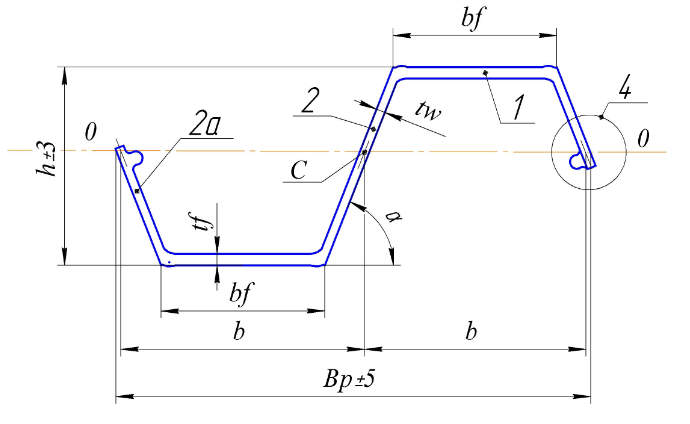
Рис.2 Схема поперечного сечения двухячеистых профилей ПШСк
1-полка, 2-стенка, 2а-полустенка, 4-замок-кулачок,tw-толщина стенки, tf-толщина полки, hp-высота профиля, b-шаг ячейки, bf-ширина полки, α-угол наклона стенки профиля к оси «0-0», Bp-расчетная ширина панели, с-центр тяжести сечения, «0-0»-ось шпунтовой стены
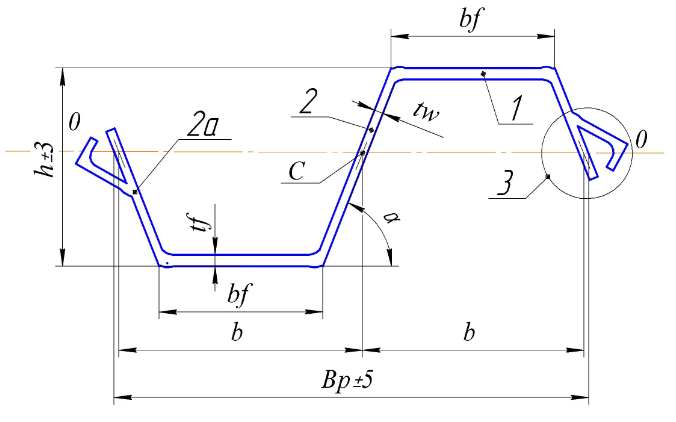
Рис.2а Схема поперечного сечения двухячеистых профилей ПШСо
1-полка, 2-стенка, 2а-полустенка, 3-замок-обойма,tw-толщина стенки, tf-толщина полки, hp-высота профиля, b-шаг ячейки, bf-ширина полки, α-угол наклона стенки профиля к оси «0-0», Bp-расчетная ширина панели, с-центр тяжести сечения, yс-координата центра тяжести сечения, «0-0»-ось шпунтовой стены
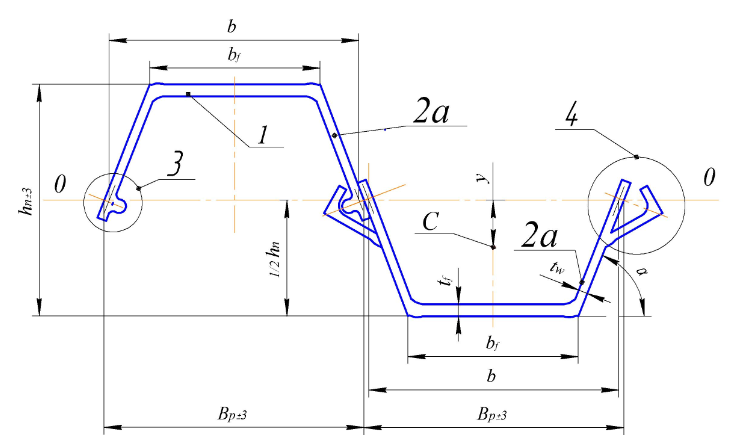
Рис.3 Схема поперечного сечения одноячеистых профилей ПШСо и ПШСк
1-полка, 2а-полустенка, 3-замок-кулачок, 4-замок-обойма,tw-толщина стенки, tf-толщина полки, hp-высота профиля, b-шаг ячейки, bf-ширина полки, α-угол наклона стенки профиля к оси «0-0», Bp-расчетная ширина панели, с-центр тяжести сечения, yс-координата центра тяжести сечения, «0-0»-ось шпунтовой стены
Материал панелей – сталь 17Г1С по ГОСТ 19282 с пределом текучести не менее - 345 Н/мм2. Относительное удлинение – 21%, временное сопротивление разрыву – от 490 до 685 Н/мм2, ударная вязкость – 29 Дж/см2
1.3 Достоинства панелей ПШС
Панели ПШС обеспечивают возможность конструирования шпунтовых стен в широком интервале значений несущей способности, труднодостижимой при использовании известных профилей горячекатаного шпунта типа Ларсен.
Применение панелей на строительстве позволяет:
- сократить количество выполняемых на строительной площадке циклов технологических операций по заводке шпунтовых элементов в замок и их погружению в грунт;
- исключить наклон шпунтовых элементов в плоскости шпунтовой стенки (веерность).
Применение низколегированной стали, отличающейся высокими механическими характеристиками и коррозионной стойкостью, позволяет вести строительство объектов из панелей ПШС в северной климатической зоне с одновременным уменьшением металлоемкости и увеличением срока эксплуатации.
1.4 Технология погружения панелей ПШС
К панелям ПШС применимы все известные технологии погружения шпунтовых элементов: забивка молотом, вибропогружение, задавливание в грунт домкратами. Универсальной для погружения пателей шириной до 1800 мм. в нескальных грунтах всех категорий, от слабых (ил, текучая глина) до прочных (плотный песок, твердая глина), а также для заделки панелей в слабый грунт является технология забивки паровоздушными и дизельными молотами.
В зависимости от формы и размеров поперечного сечения панели, глубины погружения и грунтовых условий эффективно могут применяться молоты с массой ударной части 2,5....10,0 т.
Технология вибропогружения панелей любой ширины до предельной - 1800 мм. эффективно применять для погружения в водонасыщеный песок, применяя вибропогружатели с регулируемыми параметрами.
Для забивки панелей ПШС молотами ООО «Автоматизированные модульные системы» изготавливает наголовники с учетом имеющегося у заказчика сваебойного оборудования.
2. ПРОФИЛЬ ШПУНТОВЫЙ СВАРНОЙ ДВУТАВРОВЫЙ – ПШСД
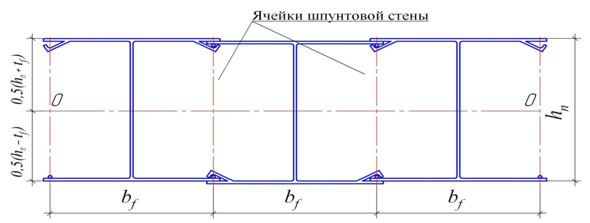
Рис. 4 Фрагмент шпунтовой стены из профилей ПШСД
«О-О» - ось шпунтовой стены
2.1 Назначение и область применения панелей ПШСД
Соратаментный ряд ПШСД состоит из 11 типоразмеров и позволяет возводить стены с удельным моментом сопротивления от 6000 до 41000 см3/м. Удельный расход стали на стены из панелей ПШСД изменяется от 258 кг/м2 при W = 6000 см3/м и до 608 кг/м2. при W = 40848 см3/м. и позволяет проектным организациям возможность выбора профилей.
Применение панелей ПШСД дает возможность получить эффективные технические решения:
- конструкций глубоководных причальных сооружений в морских и речных портах;
- стен шлюзов и сухих доков;
- берегозащитных стен и струенаправляющих дамб на реках и водоемах;
- ограждений искусственных островов при строительстве русловых опор мостов;
- станций метрополитенов возводимых открытым способом.
2.2 Конструкция и технические показатели панелей ПШСД
Конструкция профилей шпунтовых сварных двутавровых (ПШСД) разрабатывалась совместно с 23-м Государственным морским проектным институтом для расширения сортамента производимых шпунтовых профилей при возведения ячеистых шпунтовых стен высокой несущей способности
Высота профиля варьируется от - 500 до 1490 мм. расчетная ширина профилей от - 4420 до 1250 мм., толщина стенок - от 8 до 18 мм., толщина полок от - 8 до 25 мм. Необходимо отметить, что конфигурация каждого профиля определена таким образом, что при принятых отношениях толщины полок и стенок к их ширине требуемый удельный момент сопротивления обеспечивается при ее минимальной удельной металлоёмкости. В ТУ 25.11.23-001-69352764-2019 предусмотрены также двутавровые профили для поворота стены под прямым углом или выполняющие поворот по заданному радиусу кривой. Ячейки шпунтовой стены из профилей ПШСД должны быть засыпаны щебнем или заполнены бетоном.
3. ПРОФИЛЬ ШПУНТОВЫЙ СВАРНОЙ ТРУБЧАТЫЙ ПШСТ
3.1 Назначение панелей ПШСТ
Применение панелей ПШСТ дает возможность получить эффективные технические решения:
- конструкций причальных сооружений в морских и речных портах;
- стен шлюзов и сухих доков;
- берегозащитных стен и струенаправляющих дамб на реках и водоемах;
- ограждений искусственных островов при строительстве русловых опор мостов;
- станций метрополитенов возводимых открытым способом.
3.2. Конструкция и технические показатели панелей ПШСТ
Сортаментный ряд панелей ПШСТ содержит 21 наименование. Трубошпунт изготавливают из стальных электросварных прямошовных труб по ГОСТ 10704 или ГОСТ 20295, диаметр труб 530 ÷1420 мм. в соответствии с сортаментом ПШСТ. Замковые элементы к трубе присоединяют к диаметрально противоположным поверхностям продольными сварными швами в соответствии с рисунком 5. Профили ПШСТ, как и профили ПШС изготавливают или с двумя замками-обоймами или с двумя замками-кулачками. Замковые элементы изготавливают из полосы толщиной 10, 12, или 14 мм. Ширина полос для всех моделей замковых элементов 318 мм. Просвет между трубами с шпунтовой стене для всего сортаментного ряда - 600 мм. В угловых трубчатых профилях замковые элементы располагают под углом β согласно проектной документации. ПШСТ позволяет конструировать стены с удельным моментом сопротивления от 1500 до 12100 см3/м. Расчетная ширина трубошпунта от 1130 до 2020 мм. Удельный расход стали на стены из панелей ПШСТ изменяется от 141 кг/м2 при W = 1500 см3/м и до 320 кг/м2 при W = 12100 см3/м.
Марку стали и класс прочности для труб диаметром от 530 до 1420 мм назначает проектная организация.
Для ПШСТ допускается использовать трубы, бывшие ранее в употреблении только в нефтепроводах, предельно допустимые поверхностные дефекты в соответствии с таблицей 1
Таблица 1 Предельно допустимые значения поверхностных дефектов труб, бывших ранее в употреблении
|
Вид дефекта |
Предельно допустимые значения отклонений |
||
|
занимаемая площадь поверхности |
средняя остаточная толщина металла |
средняя глубина поражения металла |
|
|
равномерная коррозия металла |
100% |
0,95 t |
0.05 t |
|
язвенная коррозия |
0,5% |
0.93 t |
0.02 t ост. |
|
рябизна, риски, участки зачистки |
- |
- |
0,05 t |
Примечание: t – номинальная толщина стенки трубы, t ост. – средняя остаточная толщина стенки трубы
3.3 Технология погружения панелей ПШСТ
К панелям ПШСТ применимы все известные технологии погружения шпунтовых элементов: забивка молотом, вибропогружение, задавливание в грунт домкратами. Универсальной для погружения панелей шириной до 2020 мм. в нескальных грунтах всех категорий, от слабых (ил, текучая глина) до прочных (плотный песок, твердая глина), а также для заделки панелей в слабый грунт является технология забивки паровоздушными или дизельными молотами.
При погружении в полости трубчатой сваи, погружаемой с открытым нижним концом, за счет действия сил трения грунта по внутренним стенкам формируется плотная грунтовая масса или ядро. Ядро в значительной степени затрудняет дальнейшее погружение трубчатой сваи до проектной отметки и ее при необходимости приходится удалять.
В зависимости от формы и размеров поперечного сечения панели, глубины погружения и грунтовых условий эффективно могут применяться молоты с массой ударной части 2,5....10,0 т.
Технология вибропогружения трубошпунта любой ширины до предельной - 2020 мм. эффективно погружать в водонасыщеный песок, применяя при этом вибропогружатели с регулируемыми параметрами.
На некоторых грунтах используют комбинацию методов: вначале погружают виброустановкой, а до проектной отметки добивают молотом. Еще один прием для облегчения процесса погружения – применение специальных смазок для замков, чтобы минимизировать трение в процессе соединения (если шпунты погружаются последовательно по одному).
Еще одна модификация технологии – сваи опускают в предварительно выполненные лидерные скважины. Лидерное бурение применяют при следующих условиях:
- очень плотный грунт, сложности с погружением до заданной глубины;
- есть опасность повреждения шпунтов в процессе погружения из-за высоких нагрузок;
- в грунте присутствуют подвижные слои;
- в условиях тесной застройки, чтобы свести к минимуму вибрации при погружении.
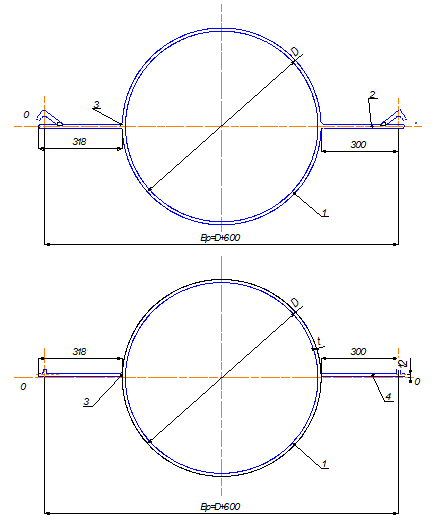
Рис. 5 Схема поперечных сечений профилей шпунтовых сварных трубчатых ПШСТо и ПШСТк с замковыми соединениями
1 – труба по ГОСТ 20295, ГОСТ 10704; 2 – замок-обойма, 3 – сварной шов; 4 – замок-кулачок;
«0 - 0» - ось шпунтовой стены.
4. ПРОФИЛЬ ШПУНТОВЫЙ СВАРНОЙ ПЛОСКИЙ ПШСП
4.1 Назначение панелей ПШСП
Профили шпунтовые сварные плоские предназначены для возведения ячеистых конструкций и противофильтрационных завес.
Вошедшие в ТУ 25.11.23-001-69352764-2019 четыре типоразмера плоских сварных шпунтовых панелей (ПШСП) являются первым опытом такого производства в России. В конструкции ПШСП замковые соединения производства ООО «Автоматизированные модульные системы», обеспечивают не только грунтонепроницаемость шпунтовой стены, но и её водонепроницаемость.
Схема поперечного сечения ПШСП показана на рисунке 6.
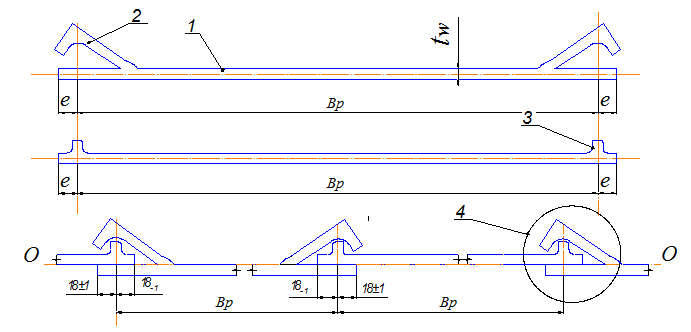
Рис. 6 Схема поперечного сечения шпунтовой стены из профилей, ПШСП с замками производства ООО «Автоматизированные модульные системы»
1 – стенка, 2 – замок- обойма, 3 – замок-кулачок, tW - толщина стенки, 4 - замковое соединение Модель «9+10», «12+12», или 212+14» ВР - расчетная ширина панели, «О-О» - ось шпунтовой стены, β угол поворота стены в замке, задавать не более 6˚
Сортаментный ряд профилей в ТУ 25.11.23-001-69352764-2019 содержит 4 номера. Расчетная ширина профилей 500 и 700 мм, толщина стенки 10 12 мм. В замковых соединениях, выполненных из стали марки 09Г2С по ГОСТ 19281, разрушающая нагрузка при осевом растяжении обеспечивается не ниже 15 кН/см. при толщине стенки 10 мм. и не ниже 17 кН/см при толщине стенки 12 мм.
Таблица 2 Сопоставление параметров шпунтовых профилей ПШСП производства «Автоматизированные модульные системы» и AS 500-12 производства фирмы PROFI-ARBED
| № |
Марка шпунта, производитель Показатели |
Ед. изм. |
ПШСП 12/50 ООО «Автоматизированные модульные системы» |
ПШСП 12/70 ООО «Автоматизированные модульные системы» |
АS 500-12 PROFI-ARBED |
| 1 |
расчетная ширина |
мм |
500 |
700 |
500 |
| 2 |
толщина стенки |
мм |
12 |
12 |
12 |
| 3 |
площадь торца |
см2 |
77,65 |
102,0 |
94,6 |
| 4 |
Масса 1 погонного метра |
кг |
60,96 |
80,1 |
74,3 |
| 5 |
Удельный расход стали |
кг/м2 |
121,92 |
114,4 |
149 |
| 6 |
Сравнительная металлоёмкость шпунтовых стен |
% |
82 |
77 |
100 |
Из таблицы видно, что профиль ПШСП 12/70 более конкурентно способен профиля АS 500-12 на 23 %.
Оставить заявку
-

Работа напрямую
с заводом–
производителем -

50 лет опыта производства
металлоконструкций
и котельного оборудования -

Проектирование
чертежей КМД в среде
3D моделирования -

Передовые технологии
производства
металлоконструкций -

Комплектация заказа
метизами, решетчатым
настилом, профлистом -

Персональный
менеджер каждому
заказчику -

Банковские гарантии
от ведущего банка
страны -

Договорные гарантийные
обязательства
и гибкие условия
 Проектирование
Проектирование Производство
Производство Доставка
Доставка Строительство и монтаж
Строительство и монтаж Обслуживание и ремонт
Обслуживание и ремонт